
OxyGen Valve
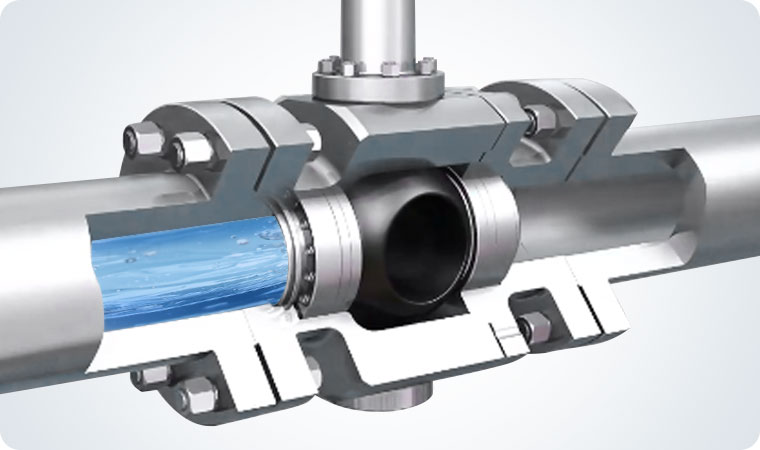
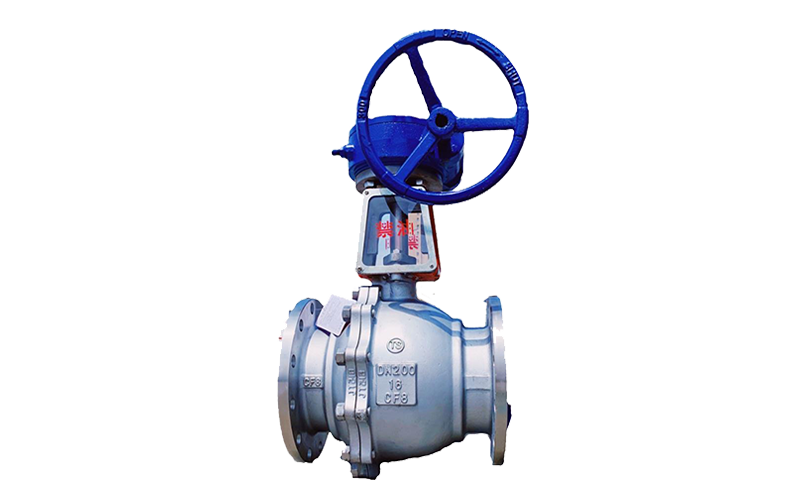
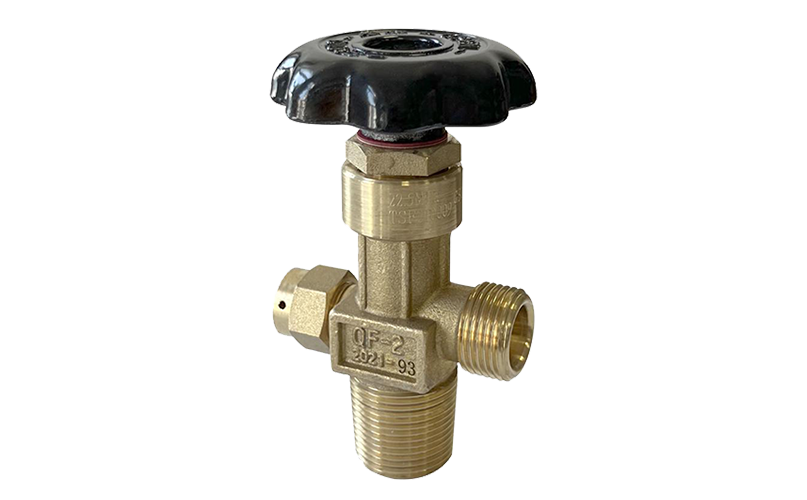
Oxygen valve is a specialized valve designed for oxygen systems, with the core function of safe delivery and control. It adopts a strict oil free design (degreasing treatment of all components) to prevent oil from igniting when exposed to high-pressure oxygen. Structurally, safety is ensured through metal hard sealing (such as nickel based alloys) and anti-static devices. The flow channel is mirror polished (Ra ≤ 0.4 μ m) and double sealed (leakage rate ≤ 10 ⁻⁶ level) to ensure oxygen purity. Divided into three categories based on function: 1) Quick disconnect type (response ≤ 1 second), used for emergency shutdown; 2) Precision adjustable type (flow error ± 3%), suitable for medical oxygen supply; 3) High pressure type (pressure bearing above 15MPa), used in industrial scenarios. It must comply with international safety standards such as ISO 15001 and be widely used in medical, air separation equipment, and aerospace fields.